





























































Содержимое
- Компоненты оборудования для стыковой сварки.
- Этапы подготовки оборудования и комплектующих к сварке
- Комплектующие необходимые при монтаже водопровода
- Последовательность действий при сварке полиэтиленовых труб встык
- Аппарат стыковой сварки для ПЕ труб
Для организации процесса стыковой сварки понадобиться специальное оборудование. Процесс стыковой сварки не является сложным для понимания и не требующим большого опыта для качественного выполнения работы. Для быстрого обучения необходимо практиковаться, обычно для этого понабиться 1-3 дня. Как показывает практика новички ранее не работающие с оборудованием для стыковой сварки уже после 5-го стыка показывают хороший результат.
Компоненты оборудования для стыковой сварки.
Центратор - это устройство предназначенное для фиксации свариваемых труб и обеспечения соосности. Конструкция состоит из двух направляющих и четырёх полуколец (хомутов) затягивающихся при помощи болтов. Вкладыши бывают разных размеров и используются как так называемые переходники позволяющие фиксировать детали меньшего размера, чем диаметр самой станины.
- ПЛАТФОРМА
- НАПРАВЛЯЮЩИЕ
- ГИДРАВЛИЧЕСКИЙ ПОРШЕНЬ
- НИЖНИЙ ЗАЖИМ
- ВЕРХНИЙ ЗАЖИМ
- СОЕДИНИТЕЛЬНЫЙ ШТИФТ ДЛЯ ЗАЖИМОВ
- СОЕДИНИТЕЛЬНЫЙ БОЛТ ДЛЯ ЗАЖИМОВ
- ФИКСАТОР
- ЗАЖИМЫ (ВКЛАДЫШИ)

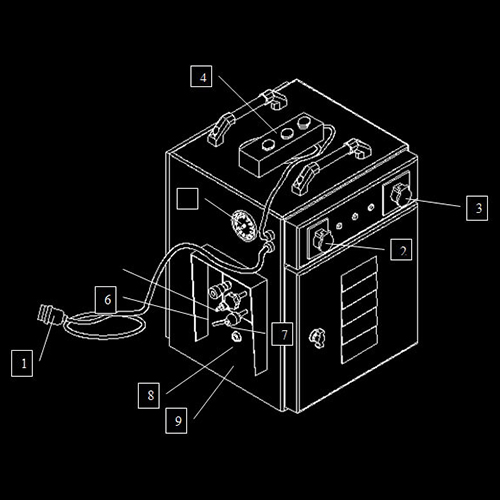
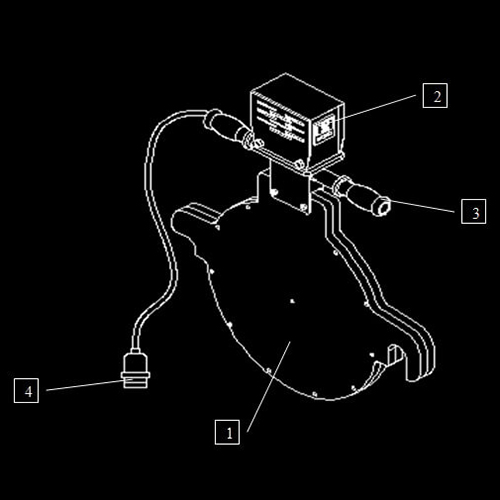
Гидравлический блок - так называемый "мозг" аппарата. Подключается к центратору шлангами при помощи быстроразъёмных соединений и позволяет регулировать давление в системе. Благодаря гидраблоку приводится в движение пара хомутов на станине позволяющая организовать стыковку ПЭ труб под нужным давлением. Регулировочный вентиль служит для увеличения или уменьшения давления в системе, а байпасный клапан для его сброса. Управление направлением движения фиксирующих хомутов берет на себя пульт или в некоторых случаях рычаг. Регулировать давление поможет манометр расположенный на корпусе.
- ЭЛЕКТРИЧЕСКАЯ РОЗЕТКА
- ТРЁХФАЗНАЯ ЗАГЛУШКА ТРИММЕРА
- ОДНОФАЗНАЯ ЗАГЛУШКА НАГРЕВАТЕЛЯ
- РУЧНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
- МАНОМЕТР
- СОЕДИНИТЕЛЬНЫЕ ШТУЦЕРЫ ЭЛЕКТРОПРИВОДА
- РЕГУЛЯТОР УСТАНОВКИ ДАВЛЕНИЯ
- КЛАПАН СНИЖЕНИЯ ДАВЛЕНИЯ
- МАСЛОУКАЗАТЕЛЬ
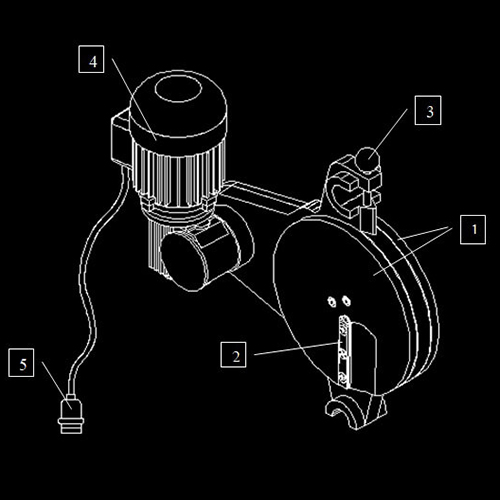
Торцеватель необходим для обработки граней трубы, что позволяет выполнить качественную стыковку деталей с максимальной площадью прилегания свариваемых деталей. Подвижный механизм в форме дисков с ножами обрезает тонкий слой ПНД трубы. Ножи являются двухсторонними, что позволяет при затуплении повернуть его другой стороной. Ножи приводятся в движение при помощи, редукторного механизма, благодаря электродвигателю.
- ВРАЩАЮЩИЕСЯ ЗАЖИМЫ
- ЛЕЗВИЯ
- БЛОКИРОВОЧНЫЙ ШТЫРЬ
- ДВИГАТЕЛЬ 220В или 380В
- ЭЛЕКТРИЧЕСКАЯ РОЗЕТКА
Нагревательный элемент так называемый блин предназначен для плавления торцов труб. Имеет тефлоновое покрытие предотвращающее прилипание полиэтилена к поверхности нагревателя. Терморегулятор, встроенный в рукоять, поддерживает температуру на уровне 200 - 220 °C.
- ПЛАСТИНА
- ЦИФРОВОЙ ТЕРМОСТАТ С УСТАНОВКОЙ ТЕМПЕРАТУРЫ
- РУКОЯТКА
- ЭЛЕКТРИЧЕСКАЯ РОЗЕТКА
Вкладыши используют для фиксации труб разных диаметров, на которые рассчитано само оборудование. Для достижения минимального диаметра собираются по принципу матрёшки, а для увеличения диаметра количество полуколец в матрёшке уменьшается. Изготавливаются из алюминия или стали, а их внутренний диаметр соответствует наружному диаметру трубы.
Этапы подготовки оборудования и комплектующих к сварке
Фиксация и соосность трубы в станине
Как правило, труба не имеет абсолютно круглое сечение, поэтому для соблюдения соосности полукольца необходимо хорошо затянуть болтами, что позволит избежать овальности деталей и провести пайку белее качественно и надёжно. При установке труб на центратор необходимо оставить зазор между торцами, позволяющий в дальнейшем установить торцеватель и нагреватель. Крайние хомуты необходимо хорошо затянуть, а средние можно оставить немного свободными, что позволит после торцевания избавиться от перекосов, подтягивая их в нужных точках до желаемого результата. Также зачастую перекосы случаются из-за неравномерного подтягивания верхних и нижних гаек, поэтому этот фактор тоже необходимо учитывать.
Подбор и просчёт давления методом "научного тыка"
Частой проблемой неопытных ПЭ сварщиков является подбор необходимого давления. Ведь давление, указанное в таблицах, не учитывает трение и оно недостаточно для подтягивания, например, 12-ти метрового отрезка. Для решения этой задачи необходимо развести подвижную чать до крайнего положения и постепенно добавлять давление при протяжке до тех пор, пока труба не начнёт своё движение, затем к значению полученному на манометре добавляют табличное значение и получают оптимальное давление для сварки в конкретных условиях. Если полученное значение получается очень большим и гидравлический блок неспособен установить давление на необходимый уровень придётся использовать роликовые упоры или подвешивать трубу на кран для уменьшения трения.
Обрабатываем грани труб с помощью торцевателя
Устанавливаем и фиксируем торцеватель с помощью защёлки между свариваемыми деталями. Включаем вращение ножей и с помощью гидравлики или приводного рычага подводим детали друг к другу до момента образования стружки. Если переборщить с усилием нагрузка на электродвигатель и редуктор увеличится, что может привести к повышенному износу или в худшем случае поломке оборудования. Когда начнёт образовываться непрерывная лента в форме спирали, торцовку можно останавливать. Перед остановкой торцевателя необходимо сбросить давление и прокрутить ещё 2-3 оборота до полного выравнивания торцов (это позволит избавиться от ступеньки на торце). Последним этапом можно считать разводку полуколец и изъятие торцевателя. Если в зоне пайки труба загрязнена, рекомендуется протереть её спиртом.
Следим за прилеганием деталей друг к другу
После торцевания сводим детали вплотную друг к другу и проверяем визуально и тактильно не имеется ли отклонений в местах будущего шва. В случае обнаружения отклонений следует подтянуть гайки средних хомутов о которых упоминалось выше. Допустимым считается отклонение менее 10% от толщины стенки, но чем лучше трубы "подходят друг другу", тем надёжнее будет шов. При необходимости повторяем торцовку и доводим детали до удовлетворяющего вас прилегания.
Комплектующие необходимые при монтаже водопровода



 Терморезисторные фитинги
Терморезисторные фитингиПоследовательность действий при сварке полиэтиленовых труб встык
- Свариваемые детали зажимаем вкладышами и очищаем от грязи затем между ними устанавливаем торцеватель.
- Понемногу пододвигая гидравлику торцуем трубы до образования ровной стружки.
- Поверяем детали на соосность и прилегание друг к другу. В случае обнаружения отклонений затягтваем болты полуколец до желаемого результата.
- Устанавливаем нагревательный элемент и сводим детали под давлением P1=P5*, до образования губок, высоту которых можно узнать из таблицы.
- Сбрасываем давление, чтобы гидравлика ни продолжала продавливать ПНД трубу до холодного.
- Выдерживаем время t2* и разводим детали.
- После окончания времени нагрева детали раздвигаются и убирается нагревательный элемент, затем детали стыкуем под давлением и оставляем охлаждаться.
- Для извлечения нагревателя и сведения деталей обратно у нас есть время t3*.
- Увеличиваем давление t4* секунд.
- Выдерживаем время охлаждения шва t5*. Сварка завершена теперь можно приступать к пайке следующих деталей.
* - все значения можно посмотреть в таблице на этой странице.
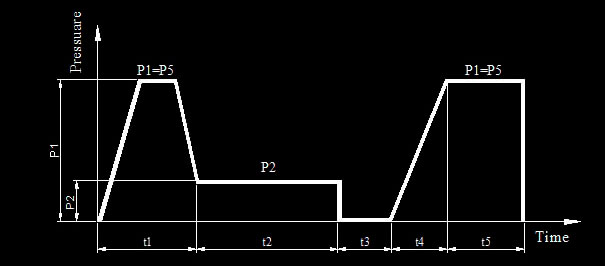
- t1: Время оплавления стыка до образования буртика
- t2: Время нагрева без давления
- t3: Время удаления нагревателя из зоны сварки
- t4: Время увеличивающегося давления сварки
- t5: Время необходимое для охлаждения
- P1: Давление оплавления торцов до образования буртика
- P2: Давление необходимое для продолжения нагрева торцов
- P5: Время необходимое для охлаждения стыка
Комментарии
Похожие записи


