





























































Вміст
- Компоненти обладнання для стикового зварювання.
- Етапи підготовки обладнання та комплектуючих до зварювання
- Комплектуючі, необхідні для монтажу водопроводу
- Послідовність дій при зварюванні поліетиленових труб встик
- Аппарат стикового зварювання для ПЕ труб
Для організації процесу стикового зварювання знадобиться спеціальне обладнання. Процес стикового зварювання не є складним для розуміння і не потребує великого досвіду для якісного виконання роботи. Для швидкого навчання необхідно практикуватися, зазвичай для цього потрібно 1-3 дні. Як показує практика новачки, що раніше не працюють з обладнанням для стикового зварювання, вже після 5-го стику показують хороший результат.
Компоненти обладнання для стикового зварювання.
Центратор - це пристрій призначений для фіксації труб, що зварюються, і забезпечення співвісності. Конструкція складається з двох напрямних і чотирьох напівкілець (хомутів), що затягуються за допомогою болтів. Вкладиші бувають різних розмірів і використовуються як звані перехідники що дозволяють фіксувати деталі меншого розміру, ніж діаметр самої станини.
- Платформа
- НАПРЯМНІ
- ГІДРАВЛІЧНИЙ ПОРШЕНЬ
- НИЖНИЙ ЗАТИСК
- ВЕРХНИЙ ЗАТИСК
- З'ЄДНУВАЛЬНИЙ ШТИФТ ДЛЯ ЗАЖИМІВ
- З'ЄДНУВАЛЬНИЙ БОЛТ ДЛЯ ЗАЖИМІВ
- Фіксатор
- ЗАЖИМИ (ВКЛАДИШІ)

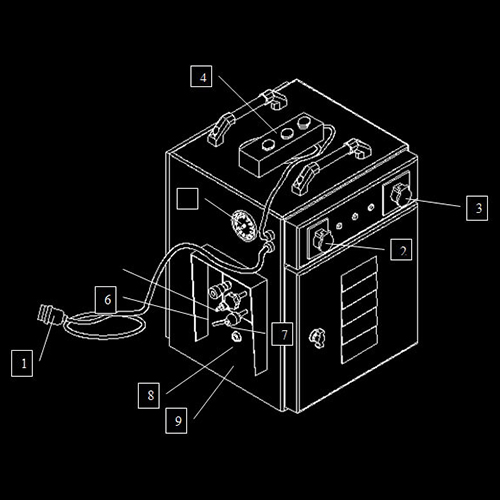
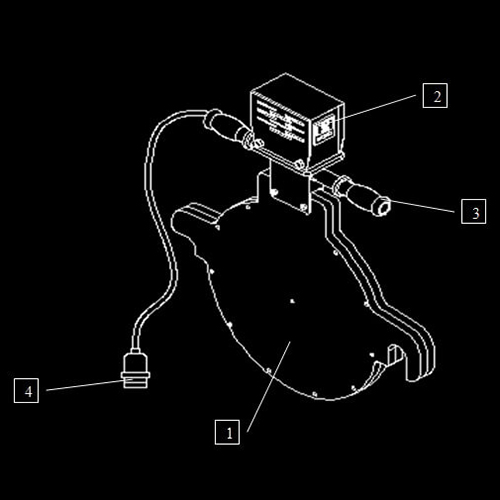
Гідравлічний блок - так званий "мозок" апарату. Підключається до центратора шлангами за допомогою швидкороз'ємних з'єднань та дозволяє регулювати тиск у системі. Завдяки гідраблоку наводиться рух пари хомутів на станині що дозволяє організувати стиковку ПЕ труб під потрібним тиском. Регулювальний вентиль служить збільшення чи зменшення тиску у системі, а байпасний клапан для його скидання. Управління напрямом руху фіксуючих хомутів перебирає пульт або у деяких випадках важіль. Регулювати тиск допоможе манометр, розташований на корпусі.
- ЕЛЕКТРИЧНА РОЗЕТКА
- ТРОХФАЗНА ЗАГЛУШКА ТРИМЕРУ
- ОДНОФАЗНА ЗАГЛУШКА НАГРІВАЧА
- РУЧНА ПАНЕЛЬ УПРАВЛІННЯ
- МАНОМЕТР
- З'ЄДНУВАЛЬНІ ШТУЦЕРИ ЕЛЕКТРОПРИВОДУ
- РЕГУЛЯТОР ВСТАНОВЛЕННЯ ТИСКУ
- КЛАПАН ЗНИЖЕННЯ ТИСКУ
- ОЛІЙНИК
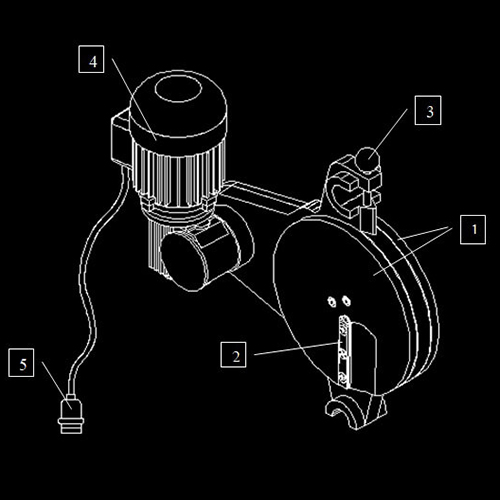
Торцювальник необхідний для обробки граней труби, що дозволяє виконати якісне стикування деталей з максимальною площею прилягання деталей, що зварюються. Рухомий механізм у формі дисків із ножами обрізає тонкий шар ПНД труби. Ножі є двосторонніми, що дозволяє при затупленні повернути його іншою стороною. Ножі рухаються за допомогою, редукторного механізму, завдяки електродвигуну.
- ЗАЖИМИ, що обертаються.
- ЛЕЗИ
- БЛОКУВАЛЬНИЙ ШТИР
- ДВИГУН 220В або 380В
- ЕЛЕКТРИЧНА РОЗЕТКА
Нагрівальний елемент так званий млинець призначений для плавлення торців труб. Має тефлонове покриття, що запобігає прилипанню поліетилену до поверхні нагрівача. Терморегулятор, вбудований у рукоятку, підтримує температуру на рівні 200-220 °C.
- ПЛАСТИНА
- ЦИФРОВИЙ ТЕРМОСТАТ З УСТАНОВКОЮ ТЕМПЕРАТУРИ
- РУКОЯТКА
- ЕЛЕКТРИЧНА РОЗЕТКА
Вкладиші використовують для фіксації труб різних діаметрів, на які розраховане обладнання. Для досягнення мінімального діаметра збираються за принципом матрьошки, а для збільшення діаметра кількість напівкілець у матрьошку зменшується. Виготовляються з алюмінію або сталі, які внутрішній діаметр відповідає зовнішньому діаметру труби.
Етапи підготовки обладнання та комплектуючих до зварювання
Як правило, труба не має абсолютно круглий переріз, тому для дотримання співвісності півкільця необхідно добре затягнути болтами, що дозволить уникнути овальності деталей і провести пайку білі якісніше і надійно. При установці труб на центратор необхідно залишити зазор між торцями, що дозволяє надалі встановити торцювальник та нагрівач. Крайні хомути необхідно добре затягнути, а середні можна залишити трохи вільними, що дозволить після торцювання позбутися перекосів, підтягуючи в потрібних точках до бажаного результату. Також часто перекоси трапляються через нерівномірне підтягування верхніх і нижніх гайок, тому цей фактор теж необхідно враховувати.
Підбір та прорахунок тиску методом "наукового тику"
Частою проблемою недосвідчених ПЕ зварювальників є вибір необхідного тиску. Адже тиск, вказаний у таблицях, не враховує тертя і він недостатній для підтягування, наприклад, 12-ти метрового відрізка. Для вирішення цього завдання необхідно розвести рухому чат до крайнього положення і поступово додавати тиск при протяжці до тих пір, поки труба не почне свій рух, потім до значення отриманого на манометрі додають табличне значення і отримують оптимальний тиск для зварювання в конкретних умовах. Якщо отримане значення виходить дуже великим і гідравлічний блок нездатний встановити тиск на необхідний рівень, доведеться використовувати роликові упори або підвішувати трубу на кран для зменшення тертя.
Обробляємо грані труб за допомогою торцювальника
Встановлюємо і фіксуємо торцювальник за допомогою засувки між деталями, що зварюються. Включаємо обертання ножів та за допомогою гідравліки або приводного важеля підводимо деталі один до одного до моменту утворення стружки. Якщо збільшити навантаження на електродвигун і редуктор збільшиться, що може призвести до підвищеного зносу або в гіршому випадку поломки обладнання. Коли почне утворюватися безперервна стрічка у формі спіралі, торцювання можна зупиняти. Перед зупинкою торцювальника необхідно скинути тиск і прокрутити ще 2-3 оберти до повного вирівнювання торців (це дозволить позбавитися сходинки на торці). Останнім етапом можна вважати розведення напівкілець та вилучення торцювача. Якщо труба забруднена в зоні паяння, рекомендується протерти її спиртом.
Слідкуємо за приляганням деталей один до одного
Після торцювання зводимо деталі впритул один до одного і перевіряємо візуально і тактильно чи немає відхилень у місцях майбутнього шва. У разі виявлення відхилень слід підтягнути гайки середніх хомутів, про які згадувалося вище. Допустимим вважається відхилення менше 10% від товщини стінки, але чим краще труби "підходять один одному", тим надійнішим буде шов. При необхідності повторюємо торцювання і доводимо деталі до прилягання, що задовольняє вас.
Комплектуючі, необхідні для монтажу водопроводу



 Терморезисторні фітинги
Терморезисторні фітинги Послідовність дій при зварюванні поліетиленових труб встик
- Зварювані деталі затискаємо вкладишами і очищаємо від бруду, потім між ними встановлюємо торцювальник.
- Потроху підсуваючи гідравліку торцюємо труби до утворення рівної стружки.
- Повіряємо деталі на співвісність та прилягання один до одного. У разі виявлення відхилень затягуємо болти напівкілець до бажаного результату.
- Встановлюємо нагрівальний елемент і зводимо деталі під тиском P1 = P5 * до утворення губок, висоту яких можна дізнатися з таблиці.
- Скидаємо тиск, щоб гідравліка не продовжувала продавлювати ПНД трубу до холодного.
- Витримуємо час t2 * та розводимо деталі.
- Після закінчення часу нагрівання деталі розсуваються і забирається нагрівальний елемент, потім деталі стикуємо під тиском і залишаємо охолоджуватися.
- Для вилучення нагрівача та зведення деталей назад ми маємо час t3 * .
- Збільшуємо тиск t4 * секунд.
- Витримуємо час охолодження шва t5 * . Зварювання завершено тепер можна приступати до паяння наступних деталей.
* - всі значення можна переглянути в таблиці на цій сторінці .
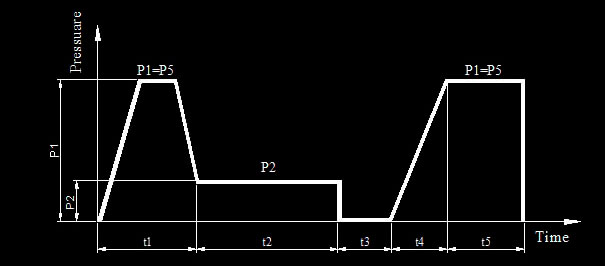
- t1: Час оплавлення стику до утворення буртика
- t2: Час нагрівання без тиску
- t3: Час видалення нагрівача із зони зварювання
- t4: Час збільшення тиску зварювання
- Час необхідний для охолодження
- P1: Тиск оплавлення торців до утворення буртика
- P2: Тиск необхідний для продовження нагрівання торців
- P5: Час необхідний для охолодження стику
Відгуки
Подібні записи


